


PET片材生产线_PE片材生产线

   |
|

详细信息
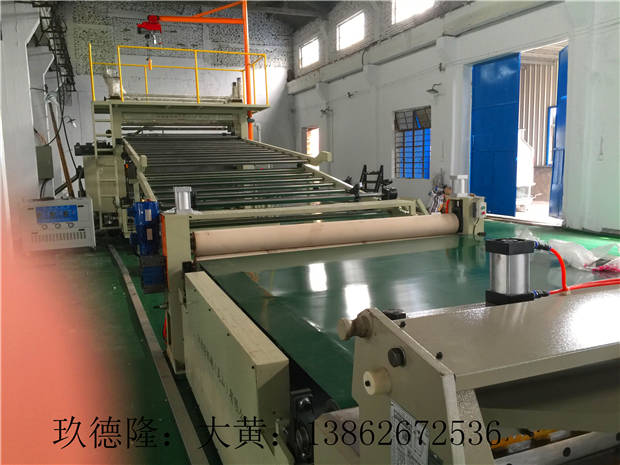 PET片材生产线_PE片材生产线的加料特性、输送、熔融和混合特性、混合物中各组分应达到的最终混合状态,在挤出过程的不同阶段,在螺杆轴线方向不同位置将聚合物或添加剂分开按一定比例分数加到挤压系统中,这就涉及需要设置几个加料口,是否需要侧加料口和液体添加剂注入口的问题,而这对机筒元件的选择和整根螺杆的构型设计会有很大影响。显然,在这些后续加料口上游应设置密封元件,而在对着加料口的螺杆上设置大导程、物料不能充满的螺纹元件,以容纳后加入的组分并使之容易加入。对于热和/或剪切敏感的添加剂,应在基体聚合物已在高剪切区彻底熔融后再加入,即在该处设置添加剂加料口,该加料口下游的螺杆构型要能提供低剪切混合。同样,当加入低熔点添加剂时,它如同润滑剂,可能熔融,应在聚合物完全熔融后加入。如果加入的是高粘度液体,应采用几个下游加料口,逐渐分批加入,使之慢慢地与聚合物熔体混合,被聚合物稀释,而每个加料口的下游的螺杆区段的混合强度应逐渐增加,以均化粘度逐渐减小的聚合物熔体和液体添加剂形成的混合物。总体看来,可以加料口为界将整根螺杆分为几段,再对每一段根据其功能进行螺杆构型设计。(4)如果挤出过程主要是实现分布性混合,则其过程的关键变量是应变,那么螺杆构型除应能提供足够的应变外,还应使物料在螺杆中流动时能不断重新取向(或不断调整其流动方向),使其与剪切方向成45 。根据研究和实际经验,为了获得大的应变,并非组合上的剪切元件越多越好,而应在剪切元件之间引入混合元件,以使由剪切元件流出的物料界面无规化,这样可以在增加很少或不增加剪切的情况下获得大的界面增长,从而实现良好的分布混合。另外,用两个或更多个输送元件将混合段隔开,这将会给粘弹物料一个机会,在其进入下一段之前松弛一下,进而恢复它因来自第一段的剪切变稀而减小的粘度,即使其粘度增大,这样混合会更有效,且能量输入最小聚酯再生颗粒: http://www.bs13.bsjdl.com/
PET片材生产线_PE片材生产线的加料特性、输送、熔融和混合特性、混合物中各组分应达到的最终混合状态,在挤出过程的不同阶段,在螺杆轴线方向不同位置将聚合物或添加剂分开按一定比例分数加到挤压系统中,这就涉及需要设置几个加料口,是否需要侧加料口和液体添加剂注入口的问题,而这对机筒元件的选择和整根螺杆的构型设计会有很大影响。显然,在这些后续加料口上游应设置密封元件,而在对着加料口的螺杆上设置大导程、物料不能充满的螺纹元件,以容纳后加入的组分并使之容易加入。对于热和/或剪切敏感的添加剂,应在基体聚合物已在高剪切区彻底熔融后再加入,即在该处设置添加剂加料口,该加料口下游的螺杆构型要能提供低剪切混合。同样,当加入低熔点添加剂时,它如同润滑剂,可能熔融,应在聚合物完全熔融后加入。如果加入的是高粘度液体,应采用几个下游加料口,逐渐分批加入,使之慢慢地与聚合物熔体混合,被聚合物稀释,而每个加料口的下游的螺杆区段的混合强度应逐渐增加,以均化粘度逐渐减小的聚合物熔体和液体添加剂形成的混合物。总体看来,可以加料口为界将整根螺杆分为几段,再对每一段根据其功能进行螺杆构型设计。(4)如果挤出过程主要是实现分布性混合,则其过程的关键变量是应变,那么螺杆构型除应能提供足够的应变外,还应使物料在螺杆中流动时能不断重新取向(或不断调整其流动方向),使其与剪切方向成45 。根据研究和实际经验,为了获得大的应变,并非组合上的剪切元件越多越好,而应在剪切元件之间引入混合元件,以使由剪切元件流出的物料界面无规化,这样可以在增加很少或不增加剪切的情况下获得大的界面增长,从而实现良好的分布混合。另外,用两个或更多个输送元件将混合段隔开,这将会给粘弹物料一个机会,在其进入下一段之前松弛一下,进而恢复它因来自第一段的剪切变稀而减小的粘度,即使其粘度增大,这样混合会更有效,且能量输入最小聚酯再生颗粒: http://www.bs13.bsjdl.com/
双螺杆造粒机 http://www.bs14.bsjdl.com/
片材生产线 http://www.bs15.bsjdl.com/
阻尼生产线: http://www.bs16.bsjdl.com/。
