


PE片材生产线_PE片材生产线

   |
|

详细信息
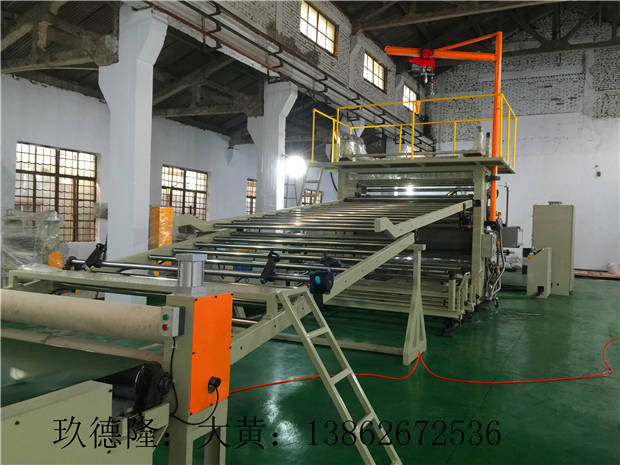 PE片材生产线_PE片材生产线(5)如果挤出过程主要是实现分散性混合,即使某些组分的粒径减小到所希望的值,则螺杆构型的设计与分布混合就有所不同。分散混合的关键变量是应力,只有能提供大的剪应力,才能使结块和液滴破裂,这就要在螺杆(机筒)中设置高剪切区,而且要使物料多次通过这些高剪切区。这是因为物料每通过一次高剪切区,界面与剪切方向不同,可能得到最大的剪切效果。这和物料在开炼机中管通次数越多,分散混合越好一样。高剪切区最好设在物料熔融段,因为在熔融段物体粘度大,施加高剪切后,分散混合最好。72 啮合同向双螺杆挤出过程不同功能段的螺杆构型和整根螺杆的组合设计如前所述,各功能段螺杆构型的选取、整根螺杆的组合设计,必须结合所要进行的混合作业的任务(共混改性,还是填充改性)和混合工艺进行。笔者已相继发表了有关啮合同向双螺杆挤出机进行共混、填充和增强改性时的螺杆构型设计的文章[4~ 6],读者可进螺杆挤出是最常用的聚合物加工方法之一 , 双螺杆挤出机出现于 20 世纪 30 年代。它主要有单螺杆与双螺杆两种形式。根据两根螺杆相对旋转方向的不同 , 分为同向旋转和异向旋转两大类。 60 年代又出现了两螺杆轴线不平行的锥形双螺杆挤出机 , 它属于异向旋转。异向旋转双螺杆挤出机挤出稳定 , 主要用于管材、型材等对截面尺寸要求高的制品的挤出成型 , 目前门窗型材的生产大多以异向旋转的锥形双螺杆挤出机作为主机。同向旋转双螺杆挤出机主要用于混料。混料在聚合物加工中占有重要地位 , 50 % 以上的聚合物树脂在成为最终制品前都要经过螺杆混料 [1] , 可见同向双螺杆挤出机的重要性。现在使用的同向双螺杆挤出机的挤压系统绝大多数采用模块结构 , 各机筒组件、各螺杆元件可以通过变换组合来满足特定混料过程对输送、熔融、混炼、脱挥、均化等方面的特殊要求。本文就商务网站: http://www.bsjdl.com/
PE片材生产线_PE片材生产线(5)如果挤出过程主要是实现分散性混合,即使某些组分的粒径减小到所希望的值,则螺杆构型的设计与分布混合就有所不同。分散混合的关键变量是应力,只有能提供大的剪应力,才能使结块和液滴破裂,这就要在螺杆(机筒)中设置高剪切区,而且要使物料多次通过这些高剪切区。这是因为物料每通过一次高剪切区,界面与剪切方向不同,可能得到最大的剪切效果。这和物料在开炼机中管通次数越多,分散混合越好一样。高剪切区最好设在物料熔融段,因为在熔融段物体粘度大,施加高剪切后,分散混合最好。72 啮合同向双螺杆挤出过程不同功能段的螺杆构型和整根螺杆的组合设计如前所述,各功能段螺杆构型的选取、整根螺杆的组合设计,必须结合所要进行的混合作业的任务(共混改性,还是填充改性)和混合工艺进行。笔者已相继发表了有关啮合同向双螺杆挤出机进行共混、填充和增强改性时的螺杆构型设计的文章[4~ 6],读者可进螺杆挤出是最常用的聚合物加工方法之一 , 双螺杆挤出机出现于 20 世纪 30 年代。它主要有单螺杆与双螺杆两种形式。根据两根螺杆相对旋转方向的不同 , 分为同向旋转和异向旋转两大类。 60 年代又出现了两螺杆轴线不平行的锥形双螺杆挤出机 , 它属于异向旋转。异向旋转双螺杆挤出机挤出稳定 , 主要用于管材、型材等对截面尺寸要求高的制品的挤出成型 , 目前门窗型材的生产大多以异向旋转的锥形双螺杆挤出机作为主机。同向旋转双螺杆挤出机主要用于混料。混料在聚合物加工中占有重要地位 , 50 % 以上的聚合物树脂在成为最终制品前都要经过螺杆混料 [1] , 可见同向双螺杆挤出机的重要性。现在使用的同向双螺杆挤出机的挤压系统绝大多数采用模块结构 , 各机筒组件、各螺杆元件可以通过变换组合来满足特定混料过程对输送、熔融、混炼、脱挥、均化等方面的特殊要求。本文就商务网站: http://www.bsjdl.com/
电缆料造粒机: http://www.bs10.bsjdl.com/
PET颗粒: http://www.bs11.bsjdl.com/
商务网站: http://www.bsjdl.com/
片材挤出机: http://www.bs12.bsjdl.com/
